Community hub
Recent from talks
Knowledge base stats:
Talk channels stats:
Members stats:
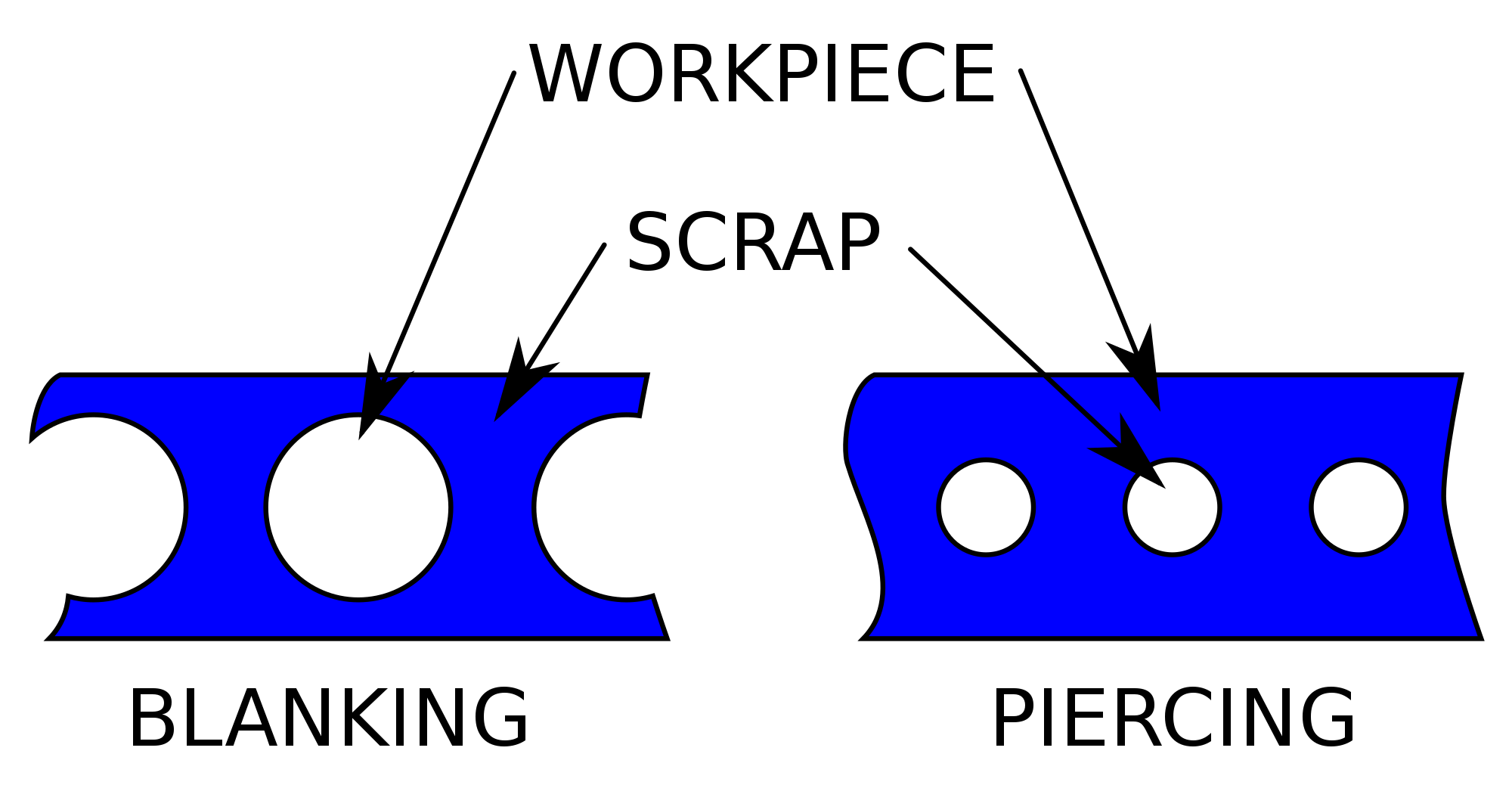
Blanking and piercing
Blanking and piercing are shearing processes in which a punch and die are used to produce parts from coil or sheet stock. Blanking produces the outside features of the component, while piercing produces internal holes or shapes. The web is created after multiple components have been produced and is considered scrap material. The "slugs" produced by piercing internal features are also considered scrap. The terms "piercing" and "punching" can be used interchangeably.
Burrs and die roll are typical features of stamped components. Die roll is created when the material being stamped is compressed before the material begins to shear. Die roll takes the form of a radius around the outside edge of the blank and the pierced holes. After compression, the part shears for about 10% of the part thickness, and then fractures free of the strip or sheet. This fracturing produces a raised, jagged edge which is called a "burr". Burrs are typically removed by tumbling in a secondary process. Burr height can be used as an important indicator of tool wear.
The selection criteria of all process parameters are governed by the sheet thickness and by the strength of the work-piece material being pierced.
The punch/die clearance is a crucial parameter, which determines the load at the cutting edge of the tool, commonly known as point pressure. Excessive point pressure can accelerate tool wear. The surface quality of the trimmed piece is affected by the clearance, too.
Material specific design guidelines are developed by companies in order to define the minimum acceptable values of hole diameters, bridge sizes, slot dimensions. Similarly, the strip lay-out must be determined (strip width and pitch). The bridge width between the parts and the edge allowance between the part and the edge of the strip also have to be selected.
A simple operation may only need a pancake die. While many dies perform complex procedures simultaneously, a pancake die may only perform one simple procedure with the finished product being removed by hand.
There are various types of blanking and piercing: lancing, perforating, notching, nibbling, shaving, cutoff, and dinking.
Lancing is a piercing operation in which the workpiece is sheared and bent with one strike of the die. A key part of this process is that there is not reduction of material, only a modification in its geometry. This operation is used to make tabs, vents, and louvers.[citation needed]
Hub AI
Blanking and piercing AI simulator
(@Blanking and piercing_simulator)
Blanking and piercing
Blanking and piercing are shearing processes in which a punch and die are used to produce parts from coil or sheet stock. Blanking produces the outside features of the component, while piercing produces internal holes or shapes. The web is created after multiple components have been produced and is considered scrap material. The "slugs" produced by piercing internal features are also considered scrap. The terms "piercing" and "punching" can be used interchangeably.
Burrs and die roll are typical features of stamped components. Die roll is created when the material being stamped is compressed before the material begins to shear. Die roll takes the form of a radius around the outside edge of the blank and the pierced holes. After compression, the part shears for about 10% of the part thickness, and then fractures free of the strip or sheet. This fracturing produces a raised, jagged edge which is called a "burr". Burrs are typically removed by tumbling in a secondary process. Burr height can be used as an important indicator of tool wear.
The selection criteria of all process parameters are governed by the sheet thickness and by the strength of the work-piece material being pierced.
The punch/die clearance is a crucial parameter, which determines the load at the cutting edge of the tool, commonly known as point pressure. Excessive point pressure can accelerate tool wear. The surface quality of the trimmed piece is affected by the clearance, too.
Material specific design guidelines are developed by companies in order to define the minimum acceptable values of hole diameters, bridge sizes, slot dimensions. Similarly, the strip lay-out must be determined (strip width and pitch). The bridge width between the parts and the edge allowance between the part and the edge of the strip also have to be selected.
A simple operation may only need a pancake die. While many dies perform complex procedures simultaneously, a pancake die may only perform one simple procedure with the finished product being removed by hand.
There are various types of blanking and piercing: lancing, perforating, notching, nibbling, shaving, cutoff, and dinking.
Lancing is a piercing operation in which the workpiece is sheared and bent with one strike of the die. A key part of this process is that there is not reduction of material, only a modification in its geometry. This operation is used to make tabs, vents, and louvers.[citation needed]