Community hub
Recent from talks
Knowledge base stats:
Talk channels stats:
Members stats:
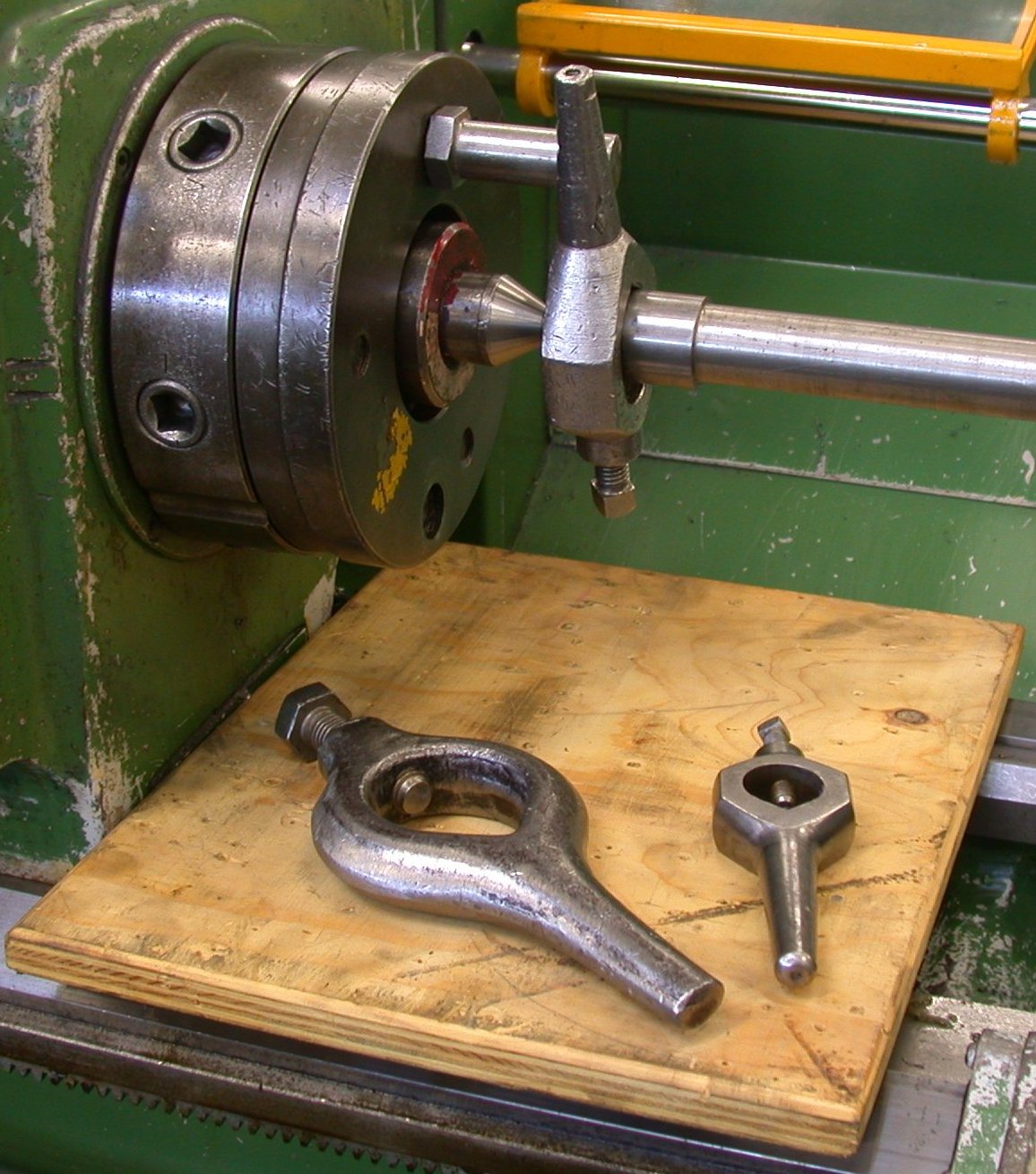
Lathe center
A lathe center, often shortened to center, is a tool that has been ground to a point to accurately position a workpiece on an axis. They usually have an included angle of 60°, but in heavy machining situations an angle of 75° is used.
The primary use of a center is to ensure concentric work is produced; this allows the workpiece to be transferred between machining (or inspection) operations without any loss of accuracy. A part may be turned in a lathe, sent off for hardening and tempering and then ground between centers in a cylindrical grinder. The preservation of concentricity between the turning and grinding operations is crucial for quality work.
When turning between centers, a steady rest can be used to support longer workpieces where the cutting forces would deflect the work excessively, reducing the finish and accuracy of the workpiece, or creating a hazardous situation.
A lathe center has applications anywhere that a centered workpiece may be used; this is not limited to lathe usage but may include setups in dividing heads, cylindrical grinders, tool and cutter grinders or other related equipment. The term between centers refers to any machining operation where the job needs to be performed using centers.
A center is inserted into a matching hole drilled by a center drill. The hole is conical near the surface and cylindrical as it gets deeper.
A dead center (one that does not turn freely, i.e., dead) may be used to support the workpiece at either the fixed or rotating end of the machine. When used in the fixed position, a dead center produces friction between the workpiece and center, due to the rotation of the workpiece. Lubrication is therefore required between the center and workpiece to prevent friction welding from occurring. Additionally the tip of the center may have an insert of cemented carbide which will reduce the friction slightly and allow for faster speeds. Dead centers are typically fully hardened to prevent damage to the important mating surfaces of the taper and to preserve the 60° angle of the nose. As tungsten carbide is much harder than steel, a carbide-tipped center has greater wear resistance than a steel center.
When turning between centres, a 'dead centre' is used in the headstock as well as the tailstock. As the one in the headstock revolves with the work, this centre is known as a live centre.
Soft centers are a special version of the dead center in which the nose is deliberately left soft (unhardened) so that it may be readily machined to the correct angle prior to usage. This operation is performed on the headstock center to ensure that the center's axis is aligned with the spindle's axis.
Hub AI
Lathe center AI simulator
(@Lathe center_simulator)
Lathe center
A lathe center, often shortened to center, is a tool that has been ground to a point to accurately position a workpiece on an axis. They usually have an included angle of 60°, but in heavy machining situations an angle of 75° is used.
The primary use of a center is to ensure concentric work is produced; this allows the workpiece to be transferred between machining (or inspection) operations without any loss of accuracy. A part may be turned in a lathe, sent off for hardening and tempering and then ground between centers in a cylindrical grinder. The preservation of concentricity between the turning and grinding operations is crucial for quality work.
When turning between centers, a steady rest can be used to support longer workpieces where the cutting forces would deflect the work excessively, reducing the finish and accuracy of the workpiece, or creating a hazardous situation.
A lathe center has applications anywhere that a centered workpiece may be used; this is not limited to lathe usage but may include setups in dividing heads, cylindrical grinders, tool and cutter grinders or other related equipment. The term between centers refers to any machining operation where the job needs to be performed using centers.
A center is inserted into a matching hole drilled by a center drill. The hole is conical near the surface and cylindrical as it gets deeper.
A dead center (one that does not turn freely, i.e., dead) may be used to support the workpiece at either the fixed or rotating end of the machine. When used in the fixed position, a dead center produces friction between the workpiece and center, due to the rotation of the workpiece. Lubrication is therefore required between the center and workpiece to prevent friction welding from occurring. Additionally the tip of the center may have an insert of cemented carbide which will reduce the friction slightly and allow for faster speeds. Dead centers are typically fully hardened to prevent damage to the important mating surfaces of the taper and to preserve the 60° angle of the nose. As tungsten carbide is much harder than steel, a carbide-tipped center has greater wear resistance than a steel center.
When turning between centres, a 'dead centre' is used in the headstock as well as the tailstock. As the one in the headstock revolves with the work, this centre is known as a live centre.
Soft centers are a special version of the dead center in which the nose is deliberately left soft (unhardened) so that it may be readily machined to the correct angle prior to usage. This operation is performed on the headstock center to ensure that the center's axis is aligned with the spindle's axis.