
Community hub
Recent from talks
Contribute something to knowledge base
Content stats: 0 posts, 0 articles, 1 media, 0 notes
Members stats: 0 subscribers, 0 contributors, 0 moderators, 0 supporters
Subscribers
Supporters
Contributors
Moderators
Hub AI
Plasma cutting AI simulator
(@Plasma cutting_simulator)
Hub AI
Plasma cutting AI simulator
(@Plasma cutting_simulator)
Plasma cutting
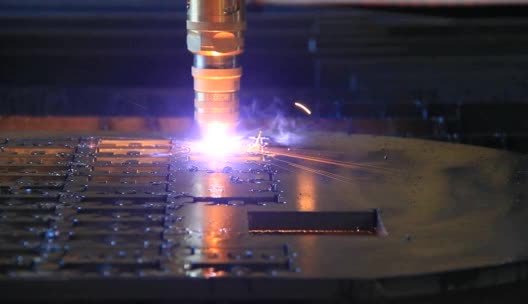
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma (Electric arc). Typical materials cut with a plasma torch include steel, stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial computer numerical control (CNC) applications down to small hobbyist shops.
The basic plasma cutting process involves creating an electrical channel of superheated, electrically ionized gas i.e. plasma from the plasma cutter itself, through the workpiece to be cut, thus forming a completed electric circuit back to the plasma cutter through a grounding clamp. This is accomplished by a compressed gas (oxygen, air, inert and others depending on material being cut) which is blown through a focused nozzle at high speed toward the workpiece. An electrical arc is then formed within the gas, between an electrode near or integrated into the gas nozzle and the workpiece itself. The electrical arc ionizes some of the gas, thereby creating an electrically conductive channel of plasma. As electricity from the cutter torch travels down this plasma it delivers sufficient heat to melt through the workpiece. At the same time, much of the high-velocity plasma and compressed gas blow the hot molten metal away, thereby separating, i.e. cutting through, the workpiece.
Plasma cutting is an effective way of cutting thin and thick materials alike. Hand-held torches can usually cut up to 38 mm (1.5 in) thick steel plate, and stronger computer-controlled torches can cut steel up to 150 mm (6 in) thick.[citation needed] Since plasma cutters produce a very hot and very localized "cone" to cut with, they are extremely useful for cutting sheet metal in curved or angled shapes.
The arcs are generated in a three step process. A high voltage spark briefly ionizes the air within the torch head. This makes the air conductive and allows the "pilot arc" to form. The pilot arc forms within the torch head, with current flowing from the electrode to the nozzle inside the torch head. The pilot arc begins to burn up the nozzle, a consumable part, while in this phase. The air then blows the plasma out the nozzle towards the work, providing a current path from the electrode to the work. When the control system senses current flowing from the electrode to the work, it cuts the electrical connection to the nozzle. Current then flows from the electrode to the work, and the arc forms outside the nozzle. Cutting can then proceed, without burning up the nozzle. Nozzle life is limited by the number of arc starts, not cutting time.
Plasma cutting grew out of plasma welding in the 1960s, and emerged as a very productive way to cut sheet metal and plate in the 1980s. It had the advantages over traditional "metal against metal" cutting of producing no metal chips, giving accurate cuts, and producing a cleaner edge than oxy-fuel cutting. Early plasma cutters were large, somewhat slow and expensive and, therefore, tended to be dedicated to repeating cutting patterns in a "mass production" mode.
As with other machine tools, CNC (computer numerical control) technology was applied to plasma cutting machines in the late 1980s into the 1990s, giving plasma cutting machines greater flexibility to cut diverse shapes "on demand" based on a set of instructions that were programmed into the machine's numerical control. These CNC plasma cutting machines were, however, generally limited to cutting patterns and parts in flat sheets of steel, using only two axes of motion (referred to as X Y cutting).
Proper eye protection and face shields are needed to prevent eye damage called arc eye as well as damage from debris. It is recommended to use green lens shade #5. OSHA recommends a shade 8 for arc current less than 300 A, but notes that "These values apply where the actual arc is clearly seen. Experience has shown that lighter filters may be used when the arc is hidden by the workpiece." Lincoln Electric, a manufacturer of plasma cutting equipment, says, "Typically a darkness shade of #7 to #9 is acceptable." Longevity Global, Inc., another manufacturer, offers this more specific table for eye protection for plasma arc cutting at lower amperages:[citation needed]
Leather gloves, an apron and a jacket are also recommended to prevent burns from sparks and hot metal.
Plasma cutting
Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma (Electric arc). Typical materials cut with a plasma torch include steel, stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial computer numerical control (CNC) applications down to small hobbyist shops.
The basic plasma cutting process involves creating an electrical channel of superheated, electrically ionized gas i.e. plasma from the plasma cutter itself, through the workpiece to be cut, thus forming a completed electric circuit back to the plasma cutter through a grounding clamp. This is accomplished by a compressed gas (oxygen, air, inert and others depending on material being cut) which is blown through a focused nozzle at high speed toward the workpiece. An electrical arc is then formed within the gas, between an electrode near or integrated into the gas nozzle and the workpiece itself. The electrical arc ionizes some of the gas, thereby creating an electrically conductive channel of plasma. As electricity from the cutter torch travels down this plasma it delivers sufficient heat to melt through the workpiece. At the same time, much of the high-velocity plasma and compressed gas blow the hot molten metal away, thereby separating, i.e. cutting through, the workpiece.
Plasma cutting is an effective way of cutting thin and thick materials alike. Hand-held torches can usually cut up to 38 mm (1.5 in) thick steel plate, and stronger computer-controlled torches can cut steel up to 150 mm (6 in) thick.[citation needed] Since plasma cutters produce a very hot and very localized "cone" to cut with, they are extremely useful for cutting sheet metal in curved or angled shapes.
The arcs are generated in a three step process. A high voltage spark briefly ionizes the air within the torch head. This makes the air conductive and allows the "pilot arc" to form. The pilot arc forms within the torch head, with current flowing from the electrode to the nozzle inside the torch head. The pilot arc begins to burn up the nozzle, a consumable part, while in this phase. The air then blows the plasma out the nozzle towards the work, providing a current path from the electrode to the work. When the control system senses current flowing from the electrode to the work, it cuts the electrical connection to the nozzle. Current then flows from the electrode to the work, and the arc forms outside the nozzle. Cutting can then proceed, without burning up the nozzle. Nozzle life is limited by the number of arc starts, not cutting time.
Plasma cutting grew out of plasma welding in the 1960s, and emerged as a very productive way to cut sheet metal and plate in the 1980s. It had the advantages over traditional "metal against metal" cutting of producing no metal chips, giving accurate cuts, and producing a cleaner edge than oxy-fuel cutting. Early plasma cutters were large, somewhat slow and expensive and, therefore, tended to be dedicated to repeating cutting patterns in a "mass production" mode.
As with other machine tools, CNC (computer numerical control) technology was applied to plasma cutting machines in the late 1980s into the 1990s, giving plasma cutting machines greater flexibility to cut diverse shapes "on demand" based on a set of instructions that were programmed into the machine's numerical control. These CNC plasma cutting machines were, however, generally limited to cutting patterns and parts in flat sheets of steel, using only two axes of motion (referred to as X Y cutting).
Proper eye protection and face shields are needed to prevent eye damage called arc eye as well as damage from debris. It is recommended to use green lens shade #5. OSHA recommends a shade 8 for arc current less than 300 A, but notes that "These values apply where the actual arc is clearly seen. Experience has shown that lighter filters may be used when the arc is hidden by the workpiece." Lincoln Electric, a manufacturer of plasma cutting equipment, says, "Typically a darkness shade of #7 to #9 is acceptable." Longevity Global, Inc., another manufacturer, offers this more specific table for eye protection for plasma arc cutting at lower amperages:[citation needed]
Leather gloves, an apron and a jacket are also recommended to prevent burns from sparks and hot metal.
Recent media
Recent media