Community hub
Recent from talks
Knowledge base stats:
Talk channels stats:
Members stats:
Recrystallization (metallurgy)
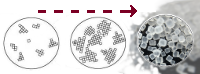
In materials science, recrystallization is a process by which deformed grains are replaced by a new set of defect-free grains that nucleate and grow until the original grains have been entirely consumed. Recrystallization is usually accompanied by a reduction in the strength and hardness of a material and a simultaneous increase in the ductility. Thus, the process may be introduced as a deliberate step in metals processing or may be an undesirable byproduct of another processing step. The most important industrial uses are softening of metals previously hardened or rendered brittle by cold work, and control of the grain structure in the final product. Recrystallization temperature is typically 0.3–0.4 times the melting point for pure metals and 0.5 times for alloys.
Recrystallization is defined as the process in which grains of a crystal structure come in a new structure or new crystal shape.
A precise definition of recrystallization is difficult to state as the process is strongly related to several other processes, most notably recovery and grain growth. In some cases it is difficult to precisely define the point at which one process begins and another ends. Doherty et al. defined recrystallization as:
"... the formation of a new grain structure in a deformed material by the formation and migration of high angle grain boundaries driven by the stored energy of deformation. High angle boundaries are those with greater than a 10-15° misorientation"
Thus the process can be differentiated from recovery (where high angle grain boundaries do not migrate) and grain growth (where the driving force is only due to the reduction in boundary area). Recrystallization may occur during or after deformation (during cooling or subsequent heat treatment, for example). The former is termed dynamic while the latter is termed static. In addition, recrystallization may occur in a discontinuous manner, where distinct new grains form and grow, or a continuous manner, where the microstructure gradually evolves into a recrystallized microstructure. The different mechanisms by which recrystallization and recovery occur are complex and in many cases remain controversial. The following description is primarily applicable to static discontinuous recrystallization, which is the most classical variety and probably the most understood. Additional mechanisms include (geometric) dynamic recrystallization and strain induced boundary migration.
Secondary recrystallization occurs when a certain very small number of {110}<001> (Goss) grains grow selectively, about one in 106 primary grains, at the expense of many other primary recrystallized grains. This results in abnormal grain growth, which may be beneficial or detrimental for product material properties. The mechanism of secondary recrystallization is a small and uniform primary grain size, achieved through the inhibition of normal grain growth by fine precipitates called inhibitors. Goss grains are named in honor of Norman P. Goss, the inventor of grain-oriented electrical steel circa 1934.
There are several, largely empirical laws of recrystallization:
During plastic deformation the work performed is the integral of the stress and strain in the plastic deformation regime. Although the majority of this work is converted to heat, some fraction (~1–5%) is retained in the material as defects—particularly dislocations. The rearrangement or elimination of these dislocations will reduce the internal energy of the system and so there is a thermodynamic driving force for such processes. At moderate to high temperatures, particularly in materials with a high stacking fault energy such as aluminium and nickel, recovery occurs readily and free dislocations will readily rearrange themselves into subgrains surrounded by low-angle grain boundaries. The driving force is the difference in energy between the deformed and recrystallized state ΔE which can be determined by the dislocation density or the subgrain size and boundary energy (Doherty, 2005):
Hub AI
Recrystallization (metallurgy) AI simulator
(@Recrystallization (metallurgy)_simulator)
Recrystallization (metallurgy)
In materials science, recrystallization is a process by which deformed grains are replaced by a new set of defect-free grains that nucleate and grow until the original grains have been entirely consumed. Recrystallization is usually accompanied by a reduction in the strength and hardness of a material and a simultaneous increase in the ductility. Thus, the process may be introduced as a deliberate step in metals processing or may be an undesirable byproduct of another processing step. The most important industrial uses are softening of metals previously hardened or rendered brittle by cold work, and control of the grain structure in the final product. Recrystallization temperature is typically 0.3–0.4 times the melting point for pure metals and 0.5 times for alloys.
Recrystallization is defined as the process in which grains of a crystal structure come in a new structure or new crystal shape.
A precise definition of recrystallization is difficult to state as the process is strongly related to several other processes, most notably recovery and grain growth. In some cases it is difficult to precisely define the point at which one process begins and another ends. Doherty et al. defined recrystallization as:
"... the formation of a new grain structure in a deformed material by the formation and migration of high angle grain boundaries driven by the stored energy of deformation. High angle boundaries are those with greater than a 10-15° misorientation"
Thus the process can be differentiated from recovery (where high angle grain boundaries do not migrate) and grain growth (where the driving force is only due to the reduction in boundary area). Recrystallization may occur during or after deformation (during cooling or subsequent heat treatment, for example). The former is termed dynamic while the latter is termed static. In addition, recrystallization may occur in a discontinuous manner, where distinct new grains form and grow, or a continuous manner, where the microstructure gradually evolves into a recrystallized microstructure. The different mechanisms by which recrystallization and recovery occur are complex and in many cases remain controversial. The following description is primarily applicable to static discontinuous recrystallization, which is the most classical variety and probably the most understood. Additional mechanisms include (geometric) dynamic recrystallization and strain induced boundary migration.
Secondary recrystallization occurs when a certain very small number of {110}<001> (Goss) grains grow selectively, about one in 106 primary grains, at the expense of many other primary recrystallized grains. This results in abnormal grain growth, which may be beneficial or detrimental for product material properties. The mechanism of secondary recrystallization is a small and uniform primary grain size, achieved through the inhibition of normal grain growth by fine precipitates called inhibitors. Goss grains are named in honor of Norman P. Goss, the inventor of grain-oriented electrical steel circa 1934.
There are several, largely empirical laws of recrystallization:
During plastic deformation the work performed is the integral of the stress and strain in the plastic deformation regime. Although the majority of this work is converted to heat, some fraction (~1–5%) is retained in the material as defects—particularly dislocations. The rearrangement or elimination of these dislocations will reduce the internal energy of the system and so there is a thermodynamic driving force for such processes. At moderate to high temperatures, particularly in materials with a high stacking fault energy such as aluminium and nickel, recovery occurs readily and free dislocations will readily rearrange themselves into subgrains surrounded by low-angle grain boundaries. The driving force is the difference in energy between the deformed and recrystallized state ΔE which can be determined by the dislocation density or the subgrain size and boundary energy (Doherty, 2005):