
Community hub
Recent from talks
Contribute something to knowledge base
Content stats: 0 posts, 0 articles, 1 media, 0 notes
Members stats: 0 subscribers, 0 contributors, 0 moderators, 0 supporters
Subscribers
Supporters
Contributors
Moderators
Hub AI
Filter press AI simulator
(@Filter press_simulator)
Hub AI
Filter press AI simulator
(@Filter press_simulator)
Filter press
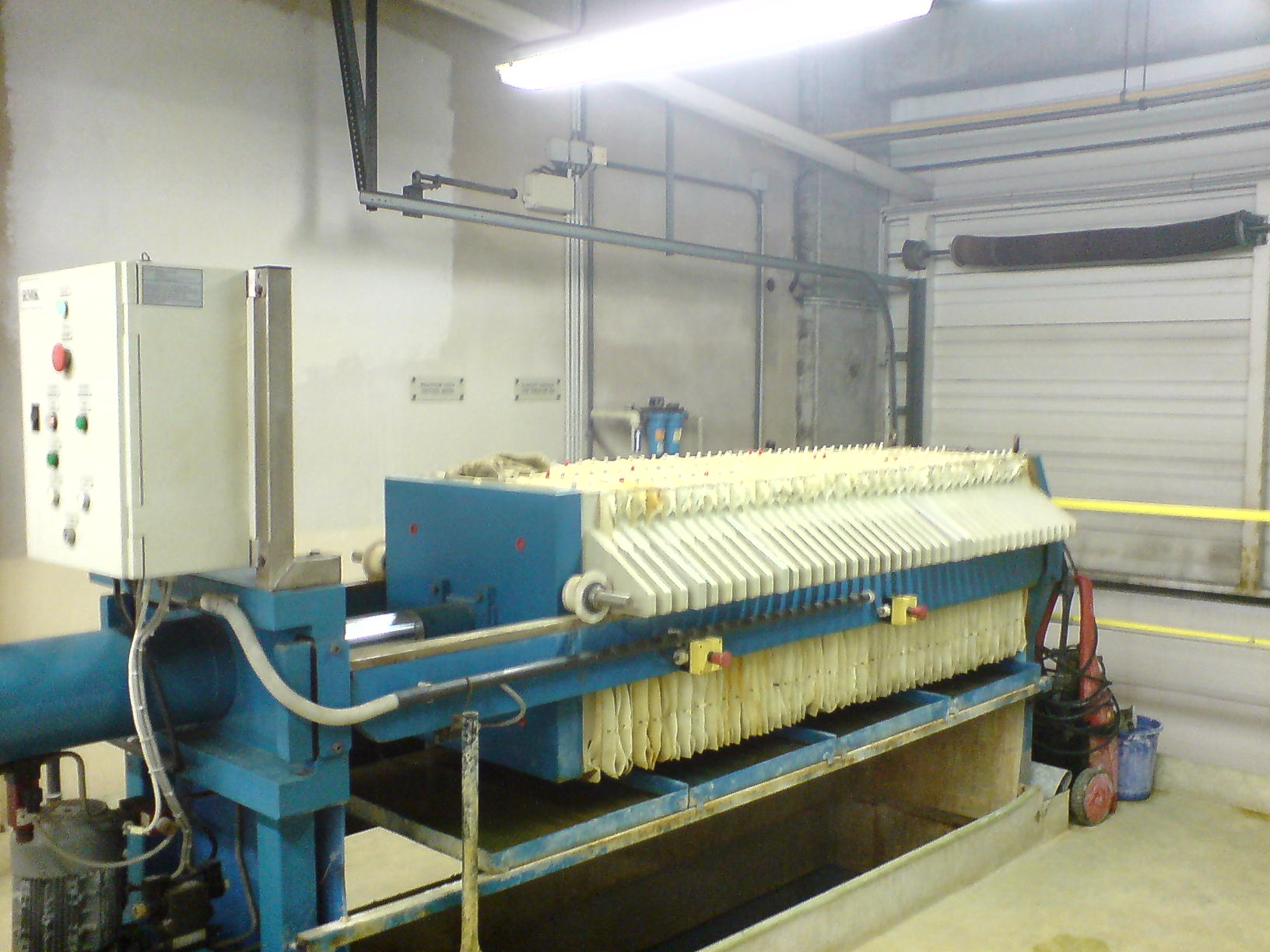
An industrial filter press is a tool used in separation processes, specifically to separate solids and liquids. The machine stacks many filter elements and allows the filter to be easily opened to remove the filtered solids, and allows easy cleaning or replacement of the filter media.
Filter presses cannot be operated in a continuous process but can offer very high performance, particularly when low residual liquid in the solid is desired. Among other uses, filter presses are utilised in marble factories in order to separate water from mud in order to reuse the water during the marble cutting process.
Generally, the slurry that will be separated is injected into the centre of the press and each chamber of the press is filled. Optimal filling time will ensure the last chamber of the press is loaded before the mud in the first chamber begins to cake. As the chambers fill, pressure inside the system will increase due to the formation of thick sludge. Then, the liquid is strained through filter cloths by force using pressurized air, but the use of water could be more cost-efficient in certain cases, such as if water was re-used from a previous process.
The first form of filter press was invented in the United Kingdom in 1853, used in obtaining seed oil through the use of pressure cells. However, there were many disadvantages associated with them, such as high labour requirement and discontinuous process. Major developments in filter press technology started in the middle of 20th century. In Japan in 1958, Kenichiro Kurita and Seiichi Suwa succeeded in developing the world's first automatic horizontal-type filter press to improve the cake removal efficiency and moisture absorption. Nine years later, Kurita Company began developing flexible diaphragms to decrease moisture in filter cakes. The device enables optimisation of the automatic filtration cycle, cake compression, cake discharge and filter-cloth washing leading to the increment in opportunities for various industrial applications. A detailed historical review, dating back to when the Shang Dynasty used presses to extract tea from camellia the leaves and oil from the hips in 1600 BC, was compiled by K. McGrew.
There are four main basic types of filter presses: plate and frame filter presses, recessed plate and frame filter presses, membrane filter presses and (fully) automatic filter presses.
A plate and frame filter press is the most fundamental design, and may be referred to as a "membrane plate filter." This type of filter press consists of many alternating plates and frames assembled with the supports of a pair of rails, with filter membranes inserted between each plate-frame pair.[citation needed]
The stack is compressed with sufficient force to provide a liquid-tight seal between each plate and frame, the filter membrane may have an integrated seal around the edge or the filter material itself may act as a gasket when compressed.
As the slurry is pumped through the membranes, the filter cake accumulates and becomes thicker. The filter resistance increases as well, and the process is stopped when the pressure differential reaches a point where the plates are considered full enough.
Filter press
An industrial filter press is a tool used in separation processes, specifically to separate solids and liquids. The machine stacks many filter elements and allows the filter to be easily opened to remove the filtered solids, and allows easy cleaning or replacement of the filter media.
Filter presses cannot be operated in a continuous process but can offer very high performance, particularly when low residual liquid in the solid is desired. Among other uses, filter presses are utilised in marble factories in order to separate water from mud in order to reuse the water during the marble cutting process.
Generally, the slurry that will be separated is injected into the centre of the press and each chamber of the press is filled. Optimal filling time will ensure the last chamber of the press is loaded before the mud in the first chamber begins to cake. As the chambers fill, pressure inside the system will increase due to the formation of thick sludge. Then, the liquid is strained through filter cloths by force using pressurized air, but the use of water could be more cost-efficient in certain cases, such as if water was re-used from a previous process.
The first form of filter press was invented in the United Kingdom in 1853, used in obtaining seed oil through the use of pressure cells. However, there were many disadvantages associated with them, such as high labour requirement and discontinuous process. Major developments in filter press technology started in the middle of 20th century. In Japan in 1958, Kenichiro Kurita and Seiichi Suwa succeeded in developing the world's first automatic horizontal-type filter press to improve the cake removal efficiency and moisture absorption. Nine years later, Kurita Company began developing flexible diaphragms to decrease moisture in filter cakes. The device enables optimisation of the automatic filtration cycle, cake compression, cake discharge and filter-cloth washing leading to the increment in opportunities for various industrial applications. A detailed historical review, dating back to when the Shang Dynasty used presses to extract tea from camellia the leaves and oil from the hips in 1600 BC, was compiled by K. McGrew.
There are four main basic types of filter presses: plate and frame filter presses, recessed plate and frame filter presses, membrane filter presses and (fully) automatic filter presses.
A plate and frame filter press is the most fundamental design, and may be referred to as a "membrane plate filter." This type of filter press consists of many alternating plates and frames assembled with the supports of a pair of rails, with filter membranes inserted between each plate-frame pair.[citation needed]
The stack is compressed with sufficient force to provide a liquid-tight seal between each plate and frame, the filter membrane may have an integrated seal around the edge or the filter material itself may act as a gasket when compressed.
As the slurry is pumped through the membranes, the filter cake accumulates and becomes thicker. The filter resistance increases as well, and the process is stopped when the pressure differential reaches a point where the plates are considered full enough.
Recent media
Recent media